Fertigungsbegleitende Prüfung: mehrstufig in der Fertigung prüfen

Wer tragende Bauteile im Metall- oder Fensterbau fertigt, kennt das Risiko einer reinen Endkontrolle: Ein Fehler beim Zuschnitt oder beim Schweißen fällt erst auf, wenn das Bauteil fertig ist. Korrekturen sind dann teuer, und die Rückverfolgung wird mühsam. Die fertigungsbegleitende Prüfung, auch Inprozessprüfung genannt, setzt früher an. Sie verteilt mehrere Prüfschritte über die einzelnen Fertigungsstationen, dokumentiert sie laufend und fasst sie am Ende zu einem Konformitätsnachweis zusammen. Dieser Artikel erklärt, wie das in der Praxis abläuft, wie es mit der werkseigenen Produktionskontrolle zusammenhängt und worauf Sie bei der Dokumentation achten sollten.
Was fertigungsbegleitende Prüfung bedeutet
Fertigungsbegleitende Prüfung bezeichnet eine mehrstufige Qualitätssicherung, die direkt im Produktionsfluss stattfindet. Statt am Ende einer Fertigungslinie alles auf einmal zu kontrollieren, prüfen Sie an jeder relevanten Station genau das, was dort entsteht oder bearbeitet wird. Jeder Prüfschritt wird festgehalten und ist einem Bauteil, einem Auftrag und einer Station zugeordnet.
Der Begriff Inprozessprüfung wird häufig synonym verwendet. Gemeint ist in beiden Fällen, dass die Kontrolle Teil des Prozesses ist und nicht ein nachgelagerter Einzelvorgang. Das Prinzip lässt sich auf nahezu jede Fertigung übertragen, vom Zuschnitt über das Schweißen bis zum Korrosionsschutz und zur Endmontage.

Abgrenzung zur reinen Endkontrolle
Bei einer reinen Endkontrolle, oft als Ausgangskontrolle bezeichnet, wird das fertige Produkt am Ende der Linie geprüft. Dieser Ansatz hat zwei Schwächen. Erstens werden Fehler spät entdeckt, wenn bereits viel Wertschöpfung in das Bauteil geflossen ist. Zweitens lässt sich am fertigen Bauteil oft nicht mehr feststellen, an welcher Station ein Mangel entstanden ist, etwa wenn eine Schweißnaht unter dem Korrosionsschutz liegt.
Die fertigungsbegleitende Prüfung dreht diese Logik um. Eine fehlerhafte Schweißnaht fällt auf, bevor das Bauteil beschichtet wird. Ein falscher Lochabstand wird vor der Montage erkannt. Die Endkontrolle verschwindet dadurch nicht, sie wird aber entlastet, weil die kritischen Merkmale bereits an Ort und Stelle geprüft und dokumentiert wurden. So entsteht eine durchgängige Kette von Nachweisen statt eines einzelnen Endprüfberichts.
Wie mehrstufige, stationsbasierte Prüfung in der Praxis abläuft
In der Praxis ordnen Sie jeder Fertigungsstation einen Prüfumfang zu. Dieser orientiert sich an den Merkmalen, die an der Station tatsächlich beeinflusst werden. Ein typischer Ablauf in einem Metallbaubetrieb kann so aussehen:
- Wareneingang: Prüfung der Materialzeugnisse, Abgleich von Werkstoff und Charge.
- Zuschnitt: Kontrolle von Maßen, Schnittkanten und Kennzeichnung der Teile.
- Schweißen: Sicht- und gegebenenfalls weitergehende Prüfung der Nähte, Zuordnung des ausführenden Schweißers und des Verfahrens.
- Schraub- und Verbindungstechnik: Kontrolle von Lochbild, Schraubengarnituren und Anzugswerten.
- Korrosionsschutz: Prüfung der Schichtdicken und der Oberflächenvorbereitung.
- Endmontage und Ausgang: Abschließende Maßkontrolle, Vollständigkeit und Freigabe.
Jeder dieser Schritte erzeugt einen Prüfeintrag mit Ergebnis, Datum, Prüfer und Bauteilbezug. Wird ein Merkmal nicht bestanden, lässt sich der Mangel direkt der Station zuordnen und nacharbeiten, bevor das Bauteil weiterläuft. So entsteht eine lückenlose Dokumentation, die am Ende zum Konformitätsnachweis zusammengeführt wird.
Damit die Prüfung im Takt der Fertigung mithält, sollten die Prüfschritte vorab definiert und für die Mitarbeitenden an der Station eindeutig sein. Klare Prüfanweisungen, eindeutige Akzeptanzkriterien und eine einfache Erfassung am Arbeitsplatz entscheiden darüber, ob die Dokumentation gepflegt wird oder im Tagesgeschäft untergeht.
Bezug zur werkseigenen Produktionskontrolle (WPK)
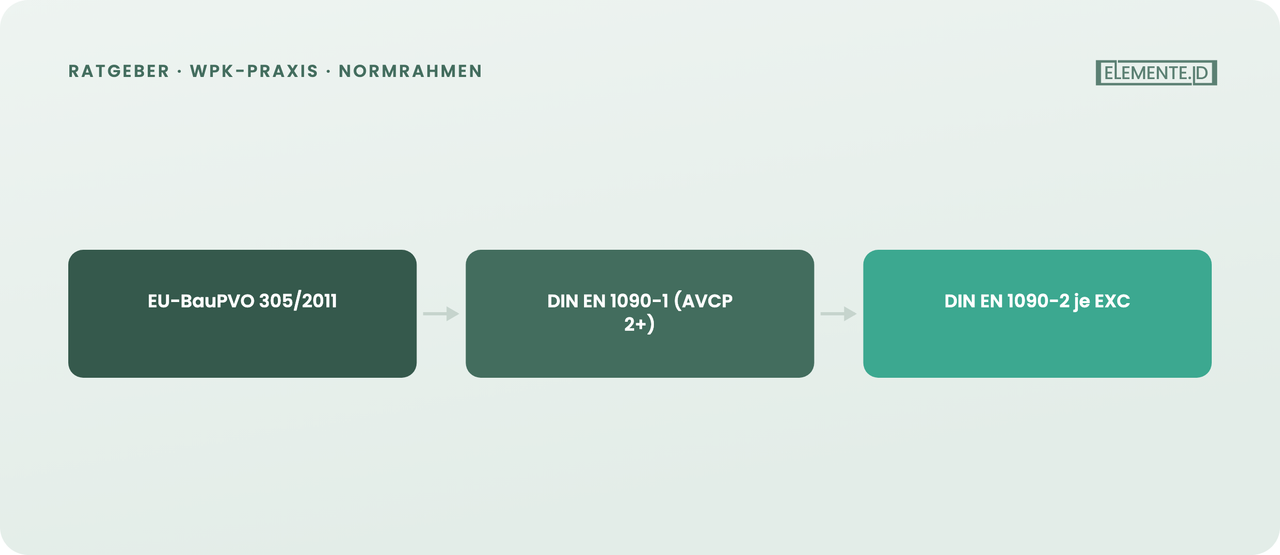
Die fertigungsbegleitende Prüfung ist eng mit der werkseigenen Produktionskontrolle verbunden. Die EU-Bauproduktenverordnung definiert die WPK als die dokumentierte, ständige und interne Kontrolle der Produktion in einem Werk.1 Genau diese ständige, interne Kontrolle setzen Sie mit stationsbasierten Prüfschritten um.
Für tragende Stahl- und Aluminiumbauteile regelt die DIN EN 1090 das Konformitätsnachweisverfahren und die Anforderungen an die WPK.2 Die Ausführungsnorm DIN EN 1090-2 legt die Prüf- und Inspektionsanforderungen je Ausführungsklasse (EXC) fest, aus denen sich die konkreten fertigungsbegleitenden Prüfschritte ableiten lassen.3 Welche Merkmale Sie wie intensiv prüfen, hängt also auch von der Ausführungsklasse des Bauteils ab. Höhere Klassen verlangen einen umfangreicheren Nachweis.
In Deutschland erläutert eine notifizierte Stelle praxisnah, welche Herstellungsschritte dokumentiert werden, darunter Zuschnitt, Schweißen, Schrauben und Korrosionsschutz, und wie der Konformitätsnachweis über die Aufzeichnungen der WPK erbracht wird.4 Im AVCP-System 2+ ist zudem die kontinuierliche Überwachung der WPK durch eine notifizierte Stelle Voraussetzung für die Leistungserklärung und die CE-Kennzeichnung.5 Für die Schweiz gelten eigene Regelungen über das Bauproduktegesetz und die VKF, weshalb Sie länderspezifische Vorgaben gesondert prüfen sollten.
Eine sauber geführte fertigungsbegleitende Prüfung unterstützt damit die normkonforme Dokumentation, weil die Nachweise nicht nachträglich rekonstruiert, sondern im Prozess erzeugt werden.
Nutzen für Fertigung und Nachweisführung
Der wichtigste Vorteil ist die frühe Fehlererkennung. Wer einen Mangel an der Station entdeckt, an der er entsteht, vermeidet teure Nacharbeit an fast fertigen Bauteilen und reduziert Ausschuss. Gleichzeitig verbessert sich die Rückverfolgbarkeit, weil jeder Prüfeintrag einem Bauteil, einer Station und einem Prüfer zugeordnet ist.
Für die Nachweisführung entsteht ein zusammenhängender Dokumentationsstrang. Bei einer Überwachung durch die notifizierte Stelle, bei Reklamationen oder bei Fragen des Bauherrn lässt sich nachvollziehbar zeigen, was wann und mit welchem Ergebnis geprüft wurde. Das senkt den Aufwand bei Audits und macht die Qualitätssicherung über alle Aufträge hinweg vergleichbar.
Digitale Unterstützung mit Elemente.ID
Klassisch wurden Prüfungen auf Papierlaufkarten oder in Sammeltabellen erfasst. Das funktioniert, führt aber leicht zu Medienbrüchen, fehlenden Einträgen und mühsamer Zusammenstellung am Ende. Das Modul Werksprüfung (Beta) von Elemente.ID bildet die stationsbasierte Prüfung digital ab. Mitarbeitende erfassen die Prüfschritte direkt an der Station auf einem Standard-Tablet, ein eigenes Spezialgerät ist nicht erforderlich.
Da sich das Modul derzeit in der Beta-Phase befindet, sollten Sie den Funktionsumfang für Ihren konkreten Anwendungsfall prüfen. Die Einträge bleiben dem jeweiligen Bauteil zugeordnet und lassen sich über die digitale Produktseite und einen QR-Code am Produkt wiederfinden. So fließen die einzelnen Prüfschritte in eine durchgängige Dokumentation, die den Konformitätsnachweis unterstützt, ohne dass Sie Listen am Ende manuell zusammensuchen müssen.
Häufige Fragen
Was ist fertigungsbegleitende Prüfung genau?
Es ist eine mehrstufige Qualitätssicherung, bei der Prüfschritte direkt im Produktionsfluss an den einzelnen Fertigungsstationen stattfinden und dokumentiert werden. Am Ende werden die Ergebnisse zu einem Konformitätsnachweis zusammengeführt, statt nur eine Endkontrolle durchzuführen.
Worin unterscheiden sich Inprozessprüfung und Endkontrolle?
Die Inprozessprüfung kontrolliert Merkmale dort, wo sie entstehen, also verteilt über mehrere Stationen. Die Endkontrolle prüft das fertige Bauteil am Schluss. Beide schließen sich nicht aus, doch die fertigungsbegleitende Prüfung erkennt Fehler früher und macht die Nachweise über die gesamte Fertigung nachvollziehbar.
Ist fertigungsbegleitende Prüfung für die WPK nach DIN EN 1090 verpflichtend?
Die DIN EN 1090 verlangt eine dokumentierte werkseigene Produktionskontrolle mit Prüf- und Inspektionsanforderungen je Ausführungsklasse.3 Stationsbasierte, fertigungsbegleitende Prüfungen sind eine praxistaugliche Art, diese Anforderungen umzusetzen, weil sie die geforderte ständige interne Kontrolle abbilden.
Welche Stationen sollten geprüft werden?
Sinnvoll sind alle Stationen, die qualitätsrelevante Merkmale beeinflussen, typischerweise Wareneingang, Zuschnitt, Schweißen, Verbindungstechnik, Korrosionsschutz und Endmontage. Der genaue Prüfumfang richtet sich nach dem Bauteil und seiner Ausführungsklasse.
Brauche ich für die digitale Erfassung spezielle Hardware?
Nein. Das Modul Werksprüfung von Elemente.ID ist auf die Erfassung am Standard-Tablet ausgelegt. Da es sich um eine Beta-Funktion handelt, empfiehlt sich vorab eine Prüfung des Funktionsumfangs für Ihren Betrieb.
Quellen
- Verordnung (EU) Nr. 305/2011 (Bauproduktenverordnung, BauPVO), konsolidierte Fassung, Art. 2 Nr. 26, Europäisches Parlament und Rat der EU / EUR-Lex, eur-lex.europa.eu
- DIN EN 1090-1:2012-02, Konformitätsnachweisverfahren für tragende Bauteile, DIN / CEN (Beuth Verlag), dinmedia.de
- DIN EN 1090-2:2018-09 + A1:2024, Technische Regeln für die Ausführung von Stahltragwerken, DIN / CEN (Beuth Verlag), dinmedia.de
- FAQ zur werkseigenen Produktionskontrolle (WPK) nach DIN EN 1090, SLV Nord GmbH (notifizierte Stelle), slv-nord.de
- FAQ Bauproduktenverordnung und Marktüberwachung, Deutsches Institut für Bautechnik (DIBt), dibt.de
Bringen Sie Ihre Produktdaten in Form
In einer kostenlosen, unverbindlichen Live-Demo zeigen wir Ihnen in 30 Minuten, wie Sie Dokumentation, Nachweise und den digitalen Produktpass ohne Papierkrieg aufstellen.